heat resistant electrical tape
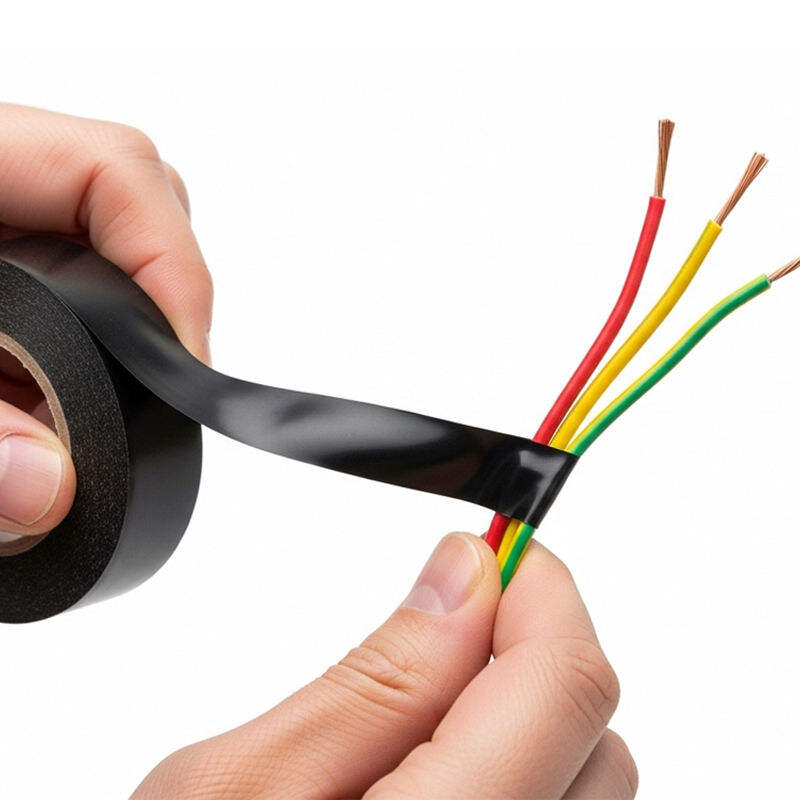
Heat resistant electrical tape represents a specialized insulation solution designed to withstand extreme temperatures while maintaining superior electrical properties. This advanced tape combines high-temperature polymers with adhesive systems that remain stable under thermal stress, making it an essential component for electrical applications in demanding environments. The heat resistant electrical tape typically operates effectively in temperature ranges from -40°F to 600°F (-40°C to 315°C), depending on the specific formulation and construction. The tape features a multi-layer construction that includes a thermally stable backing material, often made from polyimide, PTFE, or specialized vinyl compounds, paired with a silicone or acrylic-based adhesive system. This construction ensures that the heat resistant electrical tape maintains its integrity and performance characteristics even when exposed to prolonged high-temperature conditions. The primary functions of this specialized tape include electrical insulation, moisture protection, and mechanical shielding of wires, cables, and electrical components. Its technological features encompass excellent dielectric strength, which prevents electrical breakdown under high voltage conditions, and outstanding conformability that allows it to wrap around irregular shapes and tight corners. The heat resistant electrical tape also demonstrates remarkable chemical resistance, protecting against oils, solvents, and other industrial chemicals commonly encountered in harsh operating environments. Applications for this versatile tape span across automotive wiring harnesses, aerospace electrical systems, industrial motor windings, HVAC equipment, and electronic device manufacturing. In automotive applications, the heat resistant electrical tape protects wiring from engine heat and exhaust system temperatures. Aerospace applications require tape that can withstand extreme temperature variations and maintain performance in low-pressure environments. Industrial applications benefit from the tape's ability to insulate high-current electrical connections and protect against environmental contamination. The manufacturing process involves precision coating techniques that ensure uniform adhesive distribution and consistent backing material properties, resulting in reliable performance across the entire roll length.