
Electrical systems in modern vehicles face constant exposure to heat, vibration, moisture, and abrasion—conditions that can degrade wire insulation and compromise circuit integrity over time. The primary defense against these threats lies in the protective layers applied during harness assembly, particularly the specialized tapes engineered for automotive applications. Understanding how automotive wiring harness tape contributes to electrical system longevity requires examining the material properties, application methods, and environmental protection mechanisms that distinguish professional-grade solutions from generic alternatives.
Vehicle manufacturers and aftermarket professionals rely on automotive wiring harness tape not merely as an insulating layer, but as a comprehensive protective system that extends wire bundle lifespan through multiple mechanisms. This specialized tape addresses thermal expansion differentials, prevents moisture ingress at connection points, dampens vibration-induced wear, and maintains electrical isolation under sustained mechanical stress. The cumulative effect of these protective functions translates directly into reduced failure rates, lower warranty costs, and enhanced vehicle reliability throughout the operational lifecycle.
Thermal Protection Mechanisms and Heat Resistance
Material Composition for High-Temperature Environments
The thermal management capability of automotive wiring harness tape stems from its base material selection and adhesive formulation. Professional-grade tapes utilize cloth substrates impregnated with heat-stabilized resins that maintain dimensional stability across temperature ranges from minus forty to one hundred fifty degrees Celsius. This thermal stability prevents the tape from softening in engine compartment heat zones or becoming brittle during winter operation, ensuring continuous protection regardless of ambient conditions.
Heat-resistant automotive wiring harness tape employs adhesive systems that cure rather than melt under elevated temperatures, maintaining bonding strength even when applied near exhaust manifolds or turbocharger housings. The cloth backing distributes thermal stress across the tape width, preventing localized failure points that could expose underlying conductors to direct heat transfer. This distributed thermal management approach extends insulation effectiveness significantly beyond what polymer films alone can achieve.
Advanced formulations incorporate ceramic fillers or flame-retardant additives that create thermal barriers within the tape structure itself. These engineered materials slow heat conduction into wire bundles, reducing insulation degradation on individual conductors and minimizing thermal cycling stress on solder joints and crimp connections. The cumulative effect maintains electrical system integrity in high-temperature zones where unprotected harnesses would experience accelerated aging.
Thermal Cycling Resistance and Expansion Management
Automotive electrical systems undergo thousands of heating and cooling cycles throughout their service life, with temperature differentials causing expansion and contraction in both conductors and protective layers. Quality automotive wiring harness tape accommodates these dimensional changes through controlled elasticity in the backing material, preventing the development of gaps or compression zones that compromise protection. The tape's ability to maintain consistent contact with wire bundles during thermal cycling prevents moisture infiltration and maintains abrasion resistance.
The adhesive layer in premium harness tapes remains tacky across the entire operational temperature range, preventing edge lifting or tape unwinding that occurs with standard electrical tapes during thermal cycling. This persistent adhesion ensures that protective layers remain in position even after years of temperature fluctuation, maintaining the original installation integrity. The result is sustained protection without the need for periodic inspection or re-wrapping in harsh thermal environments.
Moisture Barrier Properties and Corrosion Prevention
Sealing Characteristics Against Water Ingress
One of the most critical longevity-enhancing functions of automotive wiring harness tape involves creating moisture barriers around wire bundles and connection points. The overlapping application technique creates tortuous paths that prevent liquid water penetration, while the tape's low moisture vapor transmission rate restricts humidity infiltration even in chronically damp environments. This moisture exclusion directly prevents the electrochemical corrosion processes that degrade copper conductors and compromise electrical connections.
Professional-grade automotive wiring harness tape features conformable backing materials that seal around irregular bundle geometries, eliminating the air gaps that provide capillary paths for moisture migration. The pressure-sensitive adhesive creates interfacial seals at each wrap layer, transforming the entire tape application into a continuous moisture barrier rather than a series of discrete wraps. This integrated sealing approach proves particularly effective in underbody applications and engine compartment zones exposed to road spray.
The cloth substrate in quality harness tapes provides mechanical reinforcement without creating rigid moisture channels that occur in film-based tapes. The fabric structure allows slight flexibility while maintaining sealing integrity, accommodating the minor movements in wire bundles without opening moisture pathways. This balance between flexibility and sealing effectiveness distinguishes automotive-specific tapes from general-purpose electrical insulation products.
Condensation Management in Temperature Transition Zones
Vehicle electrical systems frequently cross thermal boundaries where warm air contacts cold surfaces, creating condensation that can accumulate within wire bundles. Automotive wiring harness tape mitigates this risk by creating sealed zones that isolate bundle interiors from ambient humidity, preventing the formation of water droplets on conductor surfaces. The tape's low permeability characteristics maintain this protective isolation even during extended periods of high humidity or repeated condensation cycles.
In applications where complete moisture exclusion proves impossible, quality harness tape materials resist absorbing water themselves, preventing the tape from becoming a moisture reservoir that prolongs conductor exposure to corrosive conditions. The quick-drying characteristics of cloth-based automotive wiring harness tape allow any surface moisture to evaporate rapidly without penetrating to the wire bundle core, maintaining the protective function even after temporary water exposure during vehicle washing or rain events.
Abrasion Protection and Mechanical Durability
Wear Resistance in High-Movement Applications
Vehicle wiring harnesses experience continuous low-amplitude movement from engine vibration, road shock transmission, and thermal expansion cycling. These micro-movements create abrasion conditions where unprotected wires rub against mounting brackets, body panels, or adjacent harness branches, gradually wearing through insulation layers. Automotive wiring harness tape provides a sacrificial wear surface that absorbs abrasion damage while protecting underlying conductor insulation from mechanical degradation.
The tensile strength of cloth-backed harness tapes distributes localized contact forces across the tape structure, preventing concentrated wear points that would quickly penetrate thinner protection materials. This load distribution capability allows the tape to maintain protective integrity through millions of vibration cycles, far exceeding the durability of vinyl or polymer film alternatives. The result is sustained insulation protection throughout the vehicle's operational life without the progressive insulation thinning that leads to electrical failures.
Premium automotive wiring harness tape incorporates surface treatments that reduce friction coefficients, minimizing wear rates when harnesses contact stationary surfaces. These low-friction characteristics prove particularly valuable in tight routing spaces where wire bundles must slide past edges during installation or where thermal expansion causes regular surface contact. The reduced friction extends both tape life and the protection duration it provides to enclosed conductors.
Cut-Through Resistance and Edge Protection
Sharp edges on mounting brackets, body panel cutouts, and structural reinforcements pose constant threats to wire insulation integrity throughout a vehicle's life. The tear resistance and puncture strength of quality automotive wiring harness tape create protective barriers that prevent these sharp contacts from penetrating to conductor surfaces. The cloth substrate's fiber reinforcement distributes point loads, preventing the concentrated stress that causes film tapes to fail under similar conditions.
In routing scenarios where harnesses must pass through grommets or body panel openings, properly applied harness tape creates cushioned interfaces that accommodate slight misalignments without allowing sharp edges to contact wire insulation directly. This edge protection function becomes increasingly important as vehicles age and mounting hardware develops sharp corrosion edges or as harness supports degrade and allow increased wire bundle movement.
Electrical Insulation Performance and Dielectric Stability
Voltage Isolation and Breakdown Resistance
While individual wire insulation provides the primary voltage isolation in automotive electrical systems, automotive wiring harness tape adds critical secondary insulation layers that prevent short circuits when primary insulation becomes compromised. The dielectric strength of professional harness tapes exceeds typical automotive voltage levels by substantial safety margins, ensuring that even when wire insulation fails, the tape layer maintains circuit isolation and prevents catastrophic electrical failures.
The overlapping application pattern used with automotive wiring harness tape creates multiple insulation barriers between adjacent circuits within bundled harnesses, preventing cross-circuit leakage that degrades signal quality and causes erratic electrical behavior. This multi-layer insulation architecture proves particularly important in high-density harness bundles where dozens of circuits route in close proximity, requiring reliable isolation to maintain system functionality.
Quality harness tapes maintain their dielectric properties across the full automotive temperature range, avoiding the thermal degradation that causes some insulation materials to become conductive at elevated temperatures. This thermal stability of electrical insulation performance ensures that protective functions remain consistent regardless of whether the harness routes through cool passenger compartment zones or hot engine compartment areas.
Static Dissipation and Electromagnetic Compatibility
Modern vehicle electrical systems include sensitive electronic modules that require protection from electrostatic discharge and electromagnetic interference. Certain formulations of automotive wiring harness tape incorporate controlled-conductivity additives that provide static dissipation pathways while maintaining voltage isolation, preventing the accumulation of static charges that could damage semiconductors or trigger false sensor readings.
The electromagnetic shielding effectiveness of harness tape varies with material composition, with specialized variants incorporating conductive fibers that create Faraday cage effects around sensitive signal circuits. While not replacing dedicated shielded cables, these enhanced automotive wiring harness tape formulations provide supplementary EMI protection that extends the reliable operating range of electronic systems in electromagnetically noisy vehicle environments.
Application Technique Impact on Protective Performance
Proper Wrapping Methods for Maximum Protection
The longevity enhancement provided by automotive wiring harness tape depends critically on application technique, particularly the overlap percentage and tension control during wrapping. Professional installation standards specify fifty-percent overlap wrapping patterns that create double-thickness protection across the entire harness length, eliminating gaps where moisture or abrasion could compromise underlying wires. This overlapping technique transforms individual tape wraps into an integrated protective sheath.
Proper tension control during tape application ensures conformance to bundle contours without creating compression zones that restrict wire flexibility or induce stress concentrations. The ideal application tension allows the automotive wiring harness tape to follow bundle geometry smoothly while maintaining sufficient compression to activate the adhesive and create sealed layer interfaces. Excessive tension causes tape breakage or bundle deformation, while insufficient tension leaves loose wraps that provide inadequate protection.
Starting and ending points in harness tape applications require specific techniques to prevent moisture entry points and ensure mechanical security. Professional installers begin wrapping several centimeters beyond branch points or connector bodies, then overlap the starting point during wrapping to create sealed terminations. The final wrap receives additional securing wraps that lock the tape end and prevent unwinding during harness installation or service life vibration exposure.
Coverage Optimization for Critical Protection Zones
Not all sections of automotive wiring harnesses require identical protection levels, allowing strategic application of automotive wiring harness tape to optimize both protection and cost-effectiveness. High-risk zones near heat sources, potential abrasion points, and moisture exposure areas benefit from multiple tape layer applications or specialized high-performance tape grades, while protected interior routing sections may require only standard protection levels.
Transition zones where harnesses enter or exit protective conduits represent particularly vulnerable points requiring careful tape application attention. Properly executed transitions feature extended tape coverage that seals the conduit interface and prevents the concentration of mechanical stress at the conduit termination point. These detail-oriented application practices significantly impact long-term harness reliability by addressing the specific failure modes associated with protection system discontinuities.
Material Selection Criteria for Longevity Applications
Cloth Versus Film Backing Considerations
The choice between cloth-backed and film-backed automotive wiring harness tape fundamentally affects long-term protection performance, with cloth variants generally providing superior durability in demanding automotive environments. Cloth backings offer superior conformability around irregular bundle geometries, better tear resistance under mechanical stress, and maintained flexibility across wider temperature ranges compared to polymer film alternatives. These characteristics translate directly into extended protection duration and reduced failure rates.
Film-backed tapes provide advantages in specific applications requiring maximum moisture barrier properties or minimal thickness buildup, but generally cannot match the mechanical durability and thermal stability of cloth-backed automotive wiring harness tape in typical automotive environments. The selection decision should prioritize the dominant failure mode risk in each specific application, choosing cloth backing for abrasion-prone or high-vibration locations and considering film backing only where space constraints or extreme moisture exposure dictates.
Adhesive System Selection for Environmental Compatibility
The adhesive formulation in automotive wiring harness tape critically affects both initial installation success and long-term protective performance. Rubber-based adhesives provide excellent initial tack and conformability but may soften excessively in high-temperature environments or harden and lose adhesion during cold weather exposure. Acrylic adhesive systems offer superior temperature stability and aging resistance, maintaining consistent bonding strength throughout the automotive temperature range and resisting degradation from prolonged heat exposure.
Specialized adhesive formulations incorporate resistance to automotive fluids including engine oils, transmission fluids, and coolant, preventing adhesive dissolution that would allow tape loosening in contaminated environments. This chemical resistance proves particularly important in engine compartment applications where fluid leaks may contact harness protection materials, requiring the automotive wiring harness tape to maintain integrity despite chemical exposure that would defeat standard electrical tapes.
FAQ
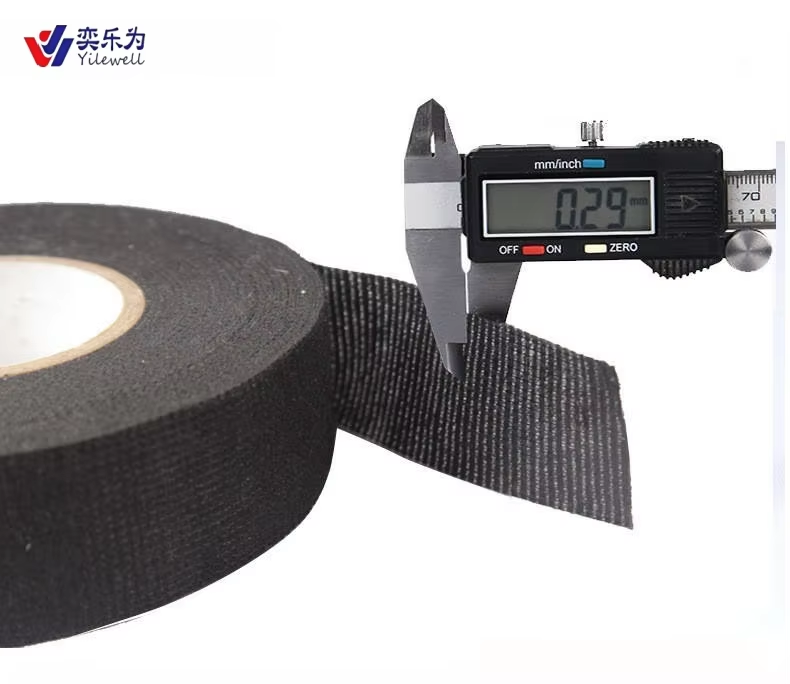
What thickness of automotive wiring harness tape provides optimal protection without excessive bulk?
Professional automotive applications typically employ harness tapes ranging from 0.2mm to 0.4mm thickness, balancing protective performance against bundle diameter considerations. The 0.3mm thickness specification represents an industry-standard compromise that provides adequate abrasion resistance and insulation reinforcement while allowing practical application in space-constrained routing areas. Thicker variants up to 0.6mm find application in extreme-duty scenarios involving sustained high temperatures or severe mechanical exposure, though the increased bulk requires accommodation in harness design and routing specifications.
How does automotive wiring harness tape compare to heat shrink tubing for wire protection?
Automotive wiring harness tape and heat shrink tubing serve complementary rather than interchangeable protection functions in electrical system design. Tape provides flexible protection suitable for long harness runs, branch points, and applications requiring serviceability, while heat shrink creates permanent sealed protection ideal for individual connection points and terminal areas. Tape allows field repairs and modifications without specialized tools, whereas heat shrink requires heat application equipment and cannot be easily removed once installed. Professional harness designs frequently employ both materials strategically, using tape for main bundle protection and heat shrink for critical connection sealing.
Can automotive wiring harness tape be applied over existing deteriorated tape during repairs?
Proper repair procedures require complete removal of deteriorated original tape before applying new protective layers, as wrapping over degraded materials traps contaminants and moisture while failing to address underlying insulation damage that may have occurred. The additional bulk of double-layer tape applications can create clearance issues in tight routing spaces and may introduce irregular bundle geometries that concentrate mechanical stress. Professional service standards specify cleaning exposed wires to bare insulation, inspecting for damage requiring conductor replacement, then applying fresh automotive wiring harness tape using proper overlap and tension techniques to restore full protective performance.
What environmental factors most rapidly degrade automotive wiring harness tape performance?
Prolonged exposure to ultraviolet radiation represents the most destructive environmental factor for unprotected automotive wiring harness tape, causing backing material embrittlement and adhesive degradation within months of direct sunlight exposure. Continuous high-temperature exposure above the tape's rated thermal limit accelerates adhesive flow and backing deterioration, though quality automotive-grade tapes resist temperatures encountered in properly designed routing applications. Chemical contamination from leaking fluids attacks both backing materials and adhesives depending on formulation compatibility, with hydrocarbon exposure particularly problematic for certain rubber-based adhesive systems. Proper material selection matching anticipated environmental exposure conditions and adherence to recommended routing practices away from direct UV exposure largely mitigates these degradation mechanisms.
Table of Contents
- Thermal Protection Mechanisms and Heat Resistance
- Moisture Barrier Properties and Corrosion Prevention
- Abrasion Protection and Mechanical Durability
- Electrical Insulation Performance and Dielectric Stability
- Application Technique Impact on Protective Performance
- Material Selection Criteria for Longevity Applications
-
FAQ
- What thickness of automotive wiring harness tape provides optimal protection without excessive bulk?
- How does automotive wiring harness tape compare to heat shrink tubing for wire protection?
- Can automotive wiring harness tape be applied over existing deteriorated tape during repairs?
- What environmental factors most rapidly degrade automotive wiring harness tape performance?